|
|
第一章 _潤滑油‧脂概論 |
|
第二章 _石油及合成基潤滑油脂 |
|
第三章 _潤滑油‧脂的性狀與試驗 |
|
第四章 _切削加工用油概論 |
|
第五章 _石油溶劑概論及產品介紹 |
|
第六章 _潤滑管理 |
|
第七章 _潤滑油‧脂選用要領 |
|
第八章 _潤滑油‧脂產品資料 |
|
第九章 _附錄 |
| _________________________ |
| - 石油情報首頁 - |
| 第四章 切削加工用油概論 | ||||||||||||||||||
| 切削油的製作和分類 │ 金屬與切削工具 │ 切削油如何配合工作 │ 如何處理切削油 │ 切削油的使用安全
→ 拉削 切齒及滾輪加工 鑽孔 車削及銑削 研磨 CNC機器及自動多功能機器 決定使用何種切削油的其它幾個參考條件
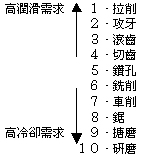
金屬加工成型就是以機械切削方法將金屬的一部分切除,以改變其外型。而任何一種切削方法的基本物理意義差異並不大,事實上真正的差異在於切削速度、切削角度及外觀,當然切削方法、工件材料及切削工具的使用,亦有所不同。 圖表54.切削液選用參考
在大多數的情形下,我們首先要決定的是應該用油性切削油、水溶性切削油或合成切削液。而最後決定因素常常只是簡單的考慮到工廠的目前設備、衛生上的顧慮、使用者的偏好和經濟上的因素。 目前有許多不同的金屬機械加工方法與新的技術不斷地被開發出來,在此我們列出10種最普遍的機械加工方法,然後依據它們在加工時對「潤滑」及「冷卻」不同程度的要求,將它們依順序排列起來,而「潤滑」及「冷卻」當然就是切削油的兩大功能。
拉削包括一系列低速度、淺薄的切削作業,和其它作業比較起來,它的溫度較低。人們往往只使用氯當做極壓添加劑,因為在切削區域溫度較低,常不能使硫發生效用。另一方面,切削油相當不容易接觸到切削區域,所以切削油的選擇必須要有很低的黏度,使它有良好的滲透性及溼潤性。 如果是拉削容易加工的金屬,就可以使用輕度含氯量水溶性切削油或油性切削油。對於比較困難加工的金屬,例如耐熱鋼,不斷的淺薄切削使得鋼表面變硬,因此我們必須使用一種含有高極壓添加劑的切削油。水溶性切削油因為過於稀釋無法含有足量極壓添加劑。所以我們常選用低黏度,含有多量氯添加劑的油性切削油。 (二)切齒及滾齒加工在切齒及滾齒加工中,刀具及切削屑承受很大的壓力。在這種加工中,切削區域的潤滑作用是最重要的事。對於一些易削鋼及較易加工的金屬,我們可以使用水溶性切削油或油性切削油。但是對於一些較困難加工的金屬,例如高張力鎳、鉻,或其它合金,就不能使用水溶性切削油,正確的選擇應該是含有很多極壓添加劑的油性切削油。 (三)鑽孔適用於鑽孔加工的切削油,應具有較低的黏度及較低的表面張力,能充分的滲透到切削區域,同時將廢屑帶出。當在易於加工的金屬上鑽孔時,我們可以使用水溶性切削油或合成切削液。對於一些較困難加工的金屬,則只能使用含有極壓添加劑,低黏度的油性切削油。 (四)車削及銑削車削及銑削是一種中負荷的加工作業,是許多單點加工作業中的一種。一般而言,這兩種加工作業沒有什麼特別的問題,選擇切削用油最好的方法是依據加工的材料而定。 以鑄鐵為例,這種材料很容易加工,甚至可以不用切削油就可以加工。使用切削油可降低其溫度,但最大的功用是攜走切削的廢屑。切削油的潤滑作用,並不很重要,使用水溶性切削油或合成切削液就足夠了。 如果是車削或銑削中等加工困難的金屬如易切削低碳鋼,需要較高潤滑效果,同時也需要能將切削屑帶走。對於這類金屬,可以使用傳統的乳狀水溶性切削油或含脂的低黏度礦物油。 如果是非常難處理的金屬如不銹鋼、鎳及鈷合金,在加工時會有高熱產生,因此切削油應含有硫及氯,宜使用含有極壓添加劑的水溶性切削油或油性切削油。油性切削油應具有中等黏度,使用切削油在滲透力及潤滑性上能取得最好的平衡。 (五)研磨以切削油的觀點來看,研磨就像一系列小的高速切削加工,所以有時稱它為多點切削。其溫度相當高,高溫下大部份的熱量都被工件所吸收。對研磨加工而言,冷卻是非常重要的。高溫如果沒有適當的控制,會改變工件的外形。此外,切削油必須有清潔劑及良好的溼潤效果,能滲透到研磨區域清除磨輪上的磨屑,而且能防止磨輪變得光滑而喪失其磨削效果。同時,它能使那些小的碎屑及雜質要能很容易的和切削油分離。 一些容易加工的金屬,例如鑄鐵及易削鋼,是很容易研磨的,我們一般使用一些透明水溶性切削油或合成切削液就可以了。這些切削油的主要目的是降低工件的溫度,維持磨輪清潔,在加工時清除磨屑及金屬屑;同時在研磨前後防止工件生銹、腐蝕。 研磨一些「比較困難」的金屬例如不銹鋼及高鎳合金,這些金屬是以「黏」著稱。因為在非常高的溫度之下,這些金屬會蝕化,而附著在磨輪的磨擦顆粒上,因而造成磨輪光滑,失去磨擦力。 為了避免這種情形發生,切削油除了應具有冷卻及清潔的功能外,同時也要具有潤滑的功能。因此在研磨的切削油中,應該加入氯及硫極壓添加劑。在這裡硫是特別重要,因為磨輪和工件磨擦時,溫度相當高。 針對這些「較困難」的金屬,常使用含有上述添加劑的水溶性或油性切削油。而油性切削油的基礎油黏度應該是非常低,以確保它能滲透、冷卻,並且能攜帶添加劑到研磨區域上。 在研磨加工中,製成品的品質受到切削油影響非常大。在一般比較粗製的研磨作業中,加工主要目的是將大量的金屬磨除。在這種情形下,切削油需要較少的「潤滑」特性,而需要較大的清潔能力,以確保磨輪的清潔,適用的產品為透明水溶性切削油或合成切削液。 對於要求製成品品質相當好的研磨加工,切削油應具有更多的潤滑效果。可以選擇使用含有更多添加劑及較高濃度的水溶性切削油或低黏度油性切削油。 (六)CNC機器及自動多功能機器這些多功能機器的引進,使得我們對切削油的選擇應更加小心。因為只選用一種切削油卻必需適合於一台機器內多功能的切削作業。 實務上,我們是針對那個最困難的切削作業選擇切削油。換句話說,對同一台機器內其它的較容易加工作業而言,是不需要使用到這種高規格的切削油。 (七)決定使用何種切削油的其它幾個參考條件由上面的說明,您可以知道對於大部份的切削加工而言,切削油的選擇並無一個明確的標準。對一些極端的情況,例如高速磨床加工,沒有其他選擇,您一定要使用水溶性切削油。另一種極端的情況例如高負荷的加工,人們也沒有選擇,一定要使用有極壓添加劑的油性切削油。 但是,對於一般性的機器加工而言,我們可以使用油性切削油,也可以使用水溶性切削油。以下幾項因素可以幫助我們作決定選用何種切削油。 1.機器類型 一些設計簡單的機器,例如機力車床、方角車床、銑床及鑽床,它們的給進驅動裝置和切削區域距離很遠或互相隔離。換言之,切削油流動的區域限制於切削區域附近,而不會接觸到滑道系統或機械的其它零件。在這種情形下,我們可以使用水溶性切削油或油性切削油。 對於一些較複雜的機器,例如一些自動車床及齒輪切削機器,切削油必須同時用於潤滑機器滑道及接近切削區域的其它零件。對於這種機器最好使用油性切削油。 2.工作中切削油注意事項 油性切削油不需要特別的注意,只要常常添加就可以了;而水溶性切削油卻需要常常注意它的乳化強度、酸鹼值、其它油流入污染及細菌含量。 這需要做一些簡單的化學儀器試驗,一般小工廠可能不具有這種設備,而潤滑油公司卻常常能提供這方面的協助。 3.經濟性 在選擇潤滑油時另一項的顧慮就是經濟性。水溶性切削油可能最初看起來比較便宜,因為它大部份是水。可是,事實往往不是這樣,乳化液控制不良、乳化液效果降低、管理不良等等其它因素都會造成水溶性切削油乳化液壽命減短。 看起來選擇適當的切削油是一個複雜的過程,可是它並不如聽起來那麼煩雜。平常我們是運用刪除法來做決定,而且有很多前例可循,同時可以由切削油供應商那裡得到許多建議及指導。 4.衛生 衛生問題必須加以注意,因為有些工廠的衛生條件較差,在這種情況下,比較不適於使用水溶性切削油。因為這些工廠可能是細菌的溫床,會造成乳化液的分解及產生令人厭惡的臭味。 5.作業人員的接受性 如果使用方法正確,水溶性切削油或合成切削液使用起來比較舒適,因為它沒有一些油性切削油會有的油氣及臭味的情況。而一些皮膚敏感的作業人員,接觸到油性切削油可能會有過敏的問題,這也是使用水溶性切削油的另一項原因 |
||||||||||||||||||
|
本網站全部圖文係屬石油情報出版社版權所有, 顧客服務專線 TEL:02-26006655 FAX:02-26000938 |